
Ensuring Reliability Beyond Standards
Valve Cycle Life Test
Before your valve is installed in the pipeline, it has already undergone tens of thousands to millions of repetitive opening/closing, modulating, and pressure cycling actions on our test rig. We don’t provide it as a service, but apply it as one of our in‑house mandatory standards for every critical batch. Real degradation curves and leakage data prove the long‑term reliability of our valves.

What Is a Valve Cycle Life Test?
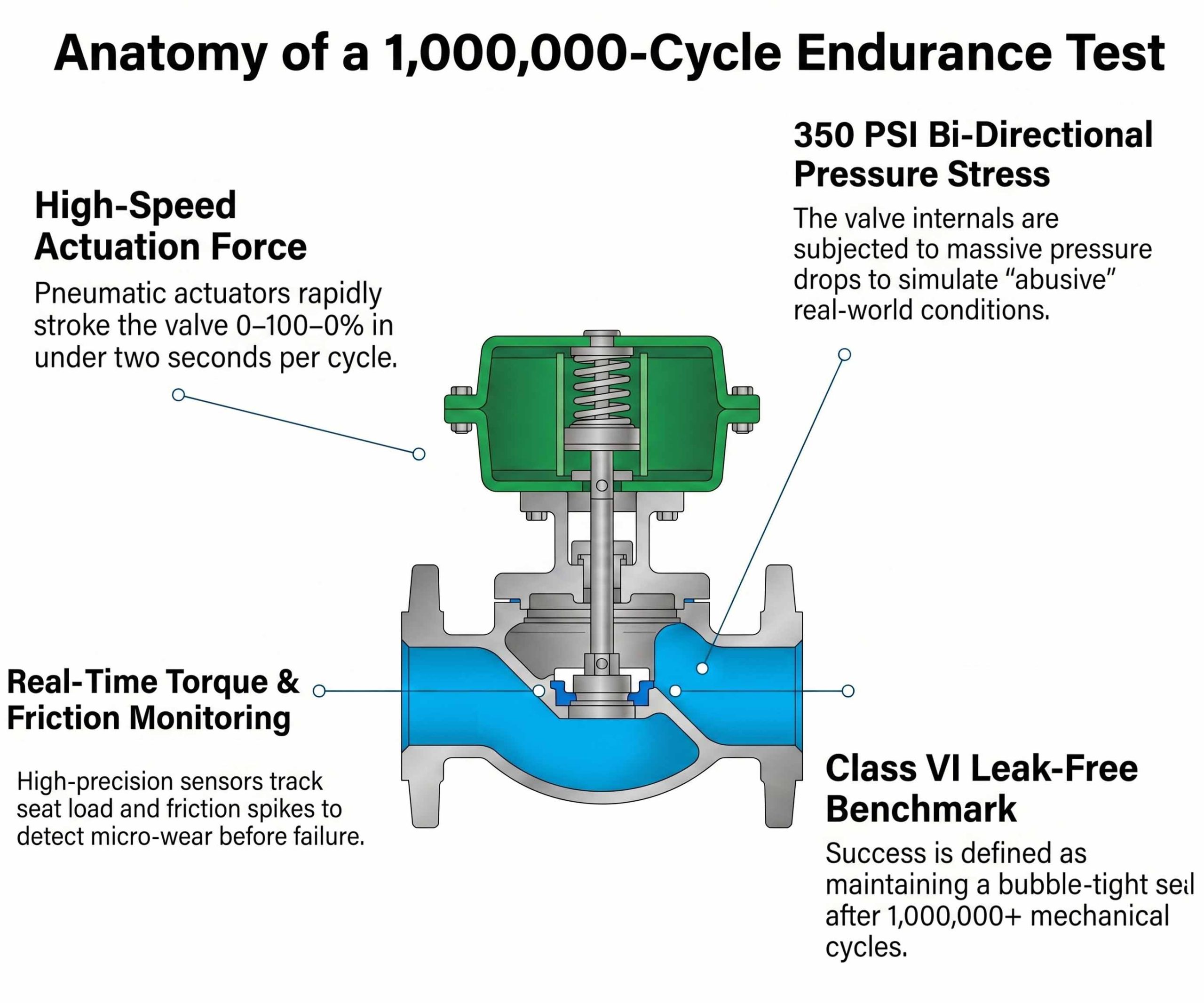
A valve cycle life test (also known as endurance test or durability test) is a controlled procedure that repeatedly opens and closes a valve under specified pressure, temperature, and media conditions to evaluate its long‑term sealing performance, mechanical integrity, and operational torque over thousands or even hundreds of thousands of cycles. It’s more demanding than a hydrostatic or pneumatic pressure test (a one‑time “burst” check), simulating years of actual service to validate sealing & mechanical wear.
At BallValve Technology, cycle life testing is not an extra service we charge for but a standard step in our manufacturing quality control, aiming to:
- Detect potential design or assembly weaknesses before products leave the factory
- Reduce field failure rates and costly returns/rework
- Prove batch consistency especially for customers in oil & gas, chemical, and water treatment sectors
We perform cycle life tests on random samples from every production batch. This ensures that every valve we ship meets our own rigorous durability baseline.
What to Test: Valve Type & Test Metrics
| Valve Type | Typical Cycle Life Test Cycles | Relevant Standards | Key Test Metrics | |
|---|---|---|---|---|
| Ball Valve | 50,000+ cycles (industrial grade) | ISO 15848, API 607 | Seat tightness, stem fugitive leakage, operating torque | View Ball Valves → |
| Butterfly Valve | 100,000+ cycles (extendable to 1,000,000+) | API 607, ISO 15848 | Bidirectional sealing, thermal cycle performance | View Butterfly Valves → |
| Gate Valve | 200+ cycles (per production batch) | API 6D, EN 1074 | Seat leakage rate, shell strength | View Gate Valves → |
| Globe Valve | As per API 598 (batch sampling) | API 598 | Sealing integrity, structural soundness | View Globe Valves → |
| Check Valve | 20,000+ cycles | API 6D | Disc operation reliability, reverse sealing | View Check Valves → |
| Y‑Strainer | Depends on design & mesh material | Application‑specific (e.g. ASME, EN) | Basket strength, gasket/cover sealing | View Y‑Strainers → |
*The cycle life figures shown above are based on BallValve Technology’s in‑house test protocols. They represent our standard quality control benchmarks and are validated on sample valves from every production batch. Custom test conditions (different pressures, temperatures, media, or required cycles) can be arranged upon request. Contact our engineering team to discuss your specific requirements.
For any valve type, we can provide a summary of our cycle life test results with your quotation. Ask our sales team for batch test data.
How We Perform Cycle Life Tests
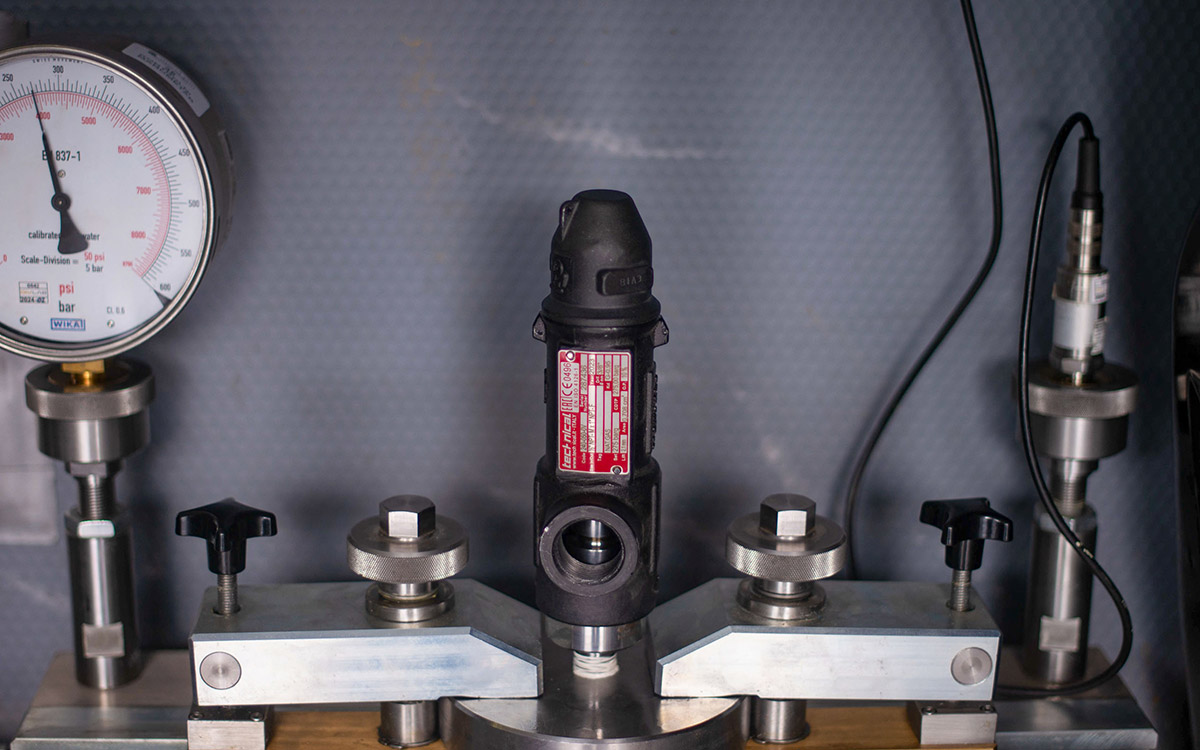
Our commitment: Every cycle life test is performed on randomly sampled valves from each production batch. We do not outsource this test. It is done in‑house using calibrated equipment and trained technicians. This ensures complete traceability and real accountability.
Our Valve Production Workflow
We verify all incoming material certificates and log heat numbers.
QA Involved:
- Positive Material Identification (PMI)
- Hardness Test
- Ultrasonic Testing (UT)
- Radiographic Testing (RT)
- Microstructure Examination
CNC turning, milling, and threading are performed to precise dimensional tolerances.
QA Involved:
- Positive Material Identification (PMI)
- Hardness Test
- Ultrasonic Testing (UT)
- Radiographic Testing (RT)
- Microstructure Examination
Seats, seals, and packing are carefully installed, and the ball or disc is mounted.
QA Involved:
- Operating Torque Test (partial)
- Backseat Test
- Cavity Pressure Relief Test (pre‑assembly)
Every assembled valve is hydrostatically tested at 1.5× rated pressure for shell strength.
QA Involved:
- Hydrostatic Shell Test
- Low‑Pressure Pneumatic Seat Test
- High‑Pressure Seat Test, Seat & Seal Leakage Test
- Disc Strength Test (for butterfly)
- Screen Strength Test (for Y‑strainer)
Selected valves from each batch are subjected to cycle life testing (50,000+ cycles for ball valves), fire‑safe tests per API 607, low‑temperature cycling, and anti‑static verification. These accelerated simulations validate long‑term reliability under harsh service conditions.
QA Involved:
- Cycle Life Test
- Temperature Cycling Test
- Low‑Temperature / Cryogenic Test
- Fire‑Safe Test, Anti‑static Test
- Disc Fatigue Test, Cavitation Test
- High‑Pressure Gas Test
- Vacuum Test
Each valve receives a final dimensional and visual check, along with an optional pressure drop test if specified. All test reports are archived by batch number and made available to customers at no extra charge.
QA Involved:
- Dimensional & Visual Inspection (final)
- Pressure Drop Test (if applicable)
- Coating re‑check
- Test report archiving
Our In‑House Test Capabilities & Equipment









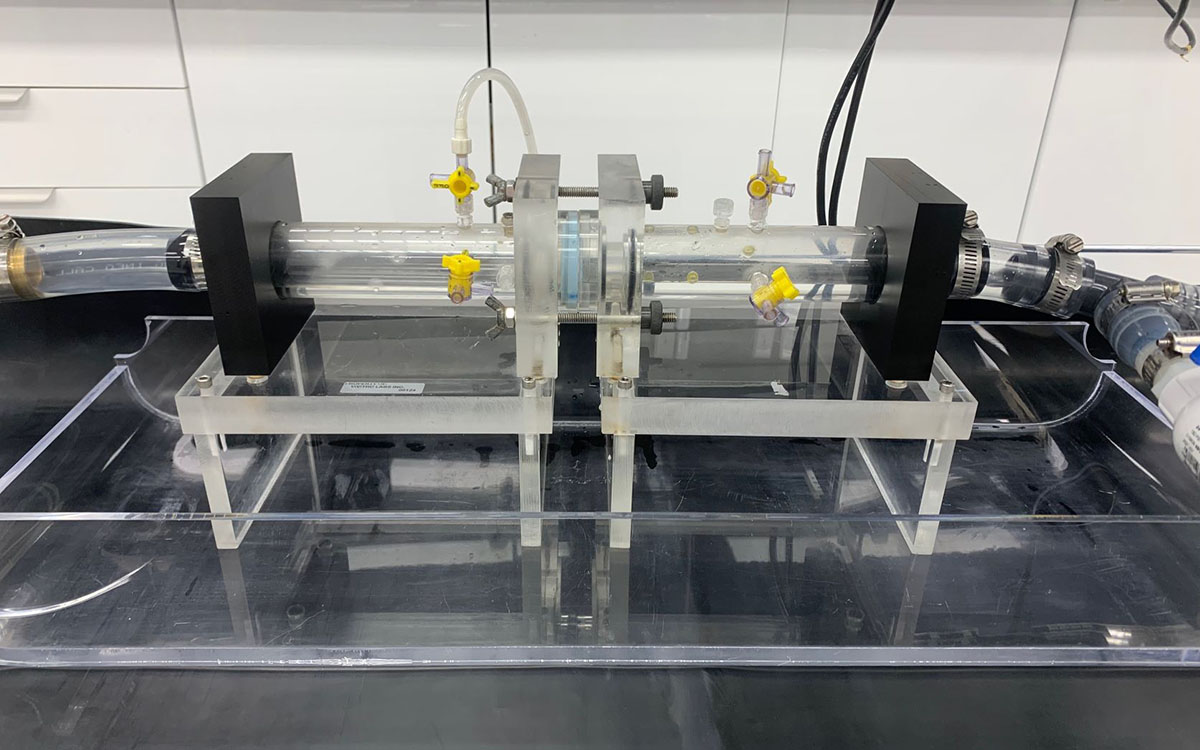
*All equipment is calibrated annually by third‑party accredited laboratories. Calibration certificates are available for audit.
| Parameter | Range / Capability |
|---|---|
| Pressure (hydraulic) | Up to 2,500 bar (36,000 psi) |
| Pressure (pneumatic) | Up to 1,000 bar (14,500 psi) |
| High‑pressure gas | Up to 2,500 bar (for gas service validation) |
| Temperature (low) | ‑196°C (cryogenic, with LN₂ chamber) |
| Temperature (high) | Up to +150°C (thermal cycling), +800°C (fire‑safe test) |
| Media types | Water, oil, air, nitrogen, helium, methane, natural gas (simulated) |
| Cycle frequency | 0.5 Hz – 2 Hz (adjustable per valve size) |
| Vacuum level | 10⁻⁵ mbar |
| Leak detection sensitivity | 1×10⁻⁶ mbar·L/s (helium) / 20 bubbles/min (pneumatic seat test) |
| *Custom conditions (e.g., sour gas, steam, higher temperatures) can be arranged upon request. | |
Frequently Asked Questions
| Stage | Procedure | Description |
|---|---|---|
| Before Production | PMI (Positive Material Identification) test | Raw material verification |
| In-Production | Dimensional checks | At critical machining stages |
| Post-Production | High-pressure hydrostatic shell test (1.5× rated pressure) Low-pressure air seat test (0.6 MPa) to verify shut-off Optional tests: helium leak test (ISO 15848), fire-safe test, or cryogenic test | Final assembly testing |
| Quality Inspection | Marking verification, coating/painting thickness measurement, and preparation of traceable test reports | Visual & documentary check |
All test records are archived for a minimum of 10 years and can be provided with each shipment. Or you can specify any third-party test institutions.
Our manufacturing facility is certified to ISO 9001:2015 for design, production, and after-sales service of industrial valves. Additionally, we hold ISO 14001:2015 (environmental management) and ISO 45001:2018 (occupational health and safety). All our ball valves for the European market comply with PED 2014/68/EU, and we can supply valves with ATEX certification for explosive atmospheres upon request. Our quality system is audited annually by third-party notified bodies.
Absolutely. For standard ball valves, we can offer off-the-shelf samples of common sizes (1/2″ to 4″) at a discounted price, with a refundable deposit that can be credited toward a future bulk order. For custom or larger sizes, we accept small trial orders (as few as 2–5 pieces) after a non-recurring engineering (NRE) fee is agreed. The NRE fee will be waived once the customer proceeds to a production order of 50 pieces or more.
We offer flexible payment terms based on order value and customer history. For standard orders: 30% deposit by T/T (wire transfer) with 70% balance against copy of Bill of Lading. For larger or repeat customers, we can consider 20% deposit + 80% irrevocable L/C at sight. Payment by letter of credit must be confirmed and free of discrepancies. Other terms (e.g., 30% deposit + 70% against inspection report) can be negotiated for special projects.
- For standard models, the minimum order quantity (MOQ) is usually 100 pieces per size. For sizes that are in stock, it takes 3 to 5 business days to ship after you place your order. Our usual lead time for making standard catalog valves that aren’t in stock is 15 to 25 business days after we get your order and approve the drawing.
- Custom models (with special materials, pressure classes, actuator mounting, custom logos, etc.): The minimum order quantity (MOQ) varies, so please get in touch with our sales team for a full quote. The lead time is usually 15 to 45 days, depending on how complicated the process is. Also, we offer a mixed-model consolidation service for distributors to help them deal with their inventory problems.

